Форматно раскроечный станок своими руками. Как сделать форматно-раскроечный станок своими руками
В процессе изготовления современной корпусной мебели используется большое количество самого разного оборудования, в том числе и форматно-раскроечные станки. Эти станки предназначены для обработки древесины, полноформатных древесно-стружечных плит с покрытием или без его, фанеры, ДВП, МДФ-панелей, шпона и разных видов облицовочного пластика. С помощью форматно-раскроечного станка выполняют продольное, поперечное и угловое разрезание материала с целью придания ему определенной формы и размеров. Упрощенный вариант такого оборудования не останется без работы в домашней мастерской и вполне может быть изготовлен из подручных средств собственными руками.
Конструкция
Основными частями форматно-раскроечного станка являются:
- Станина – этот элемент воспринимает на себя основную нагрузку во время работы станка. На станину крепятся все остальные навесные элементы;
- Неподвижный рабочий стол – на него укладывают лист обрабатываемого материала, а также крепят рамку с прижимами, упор и линейку;
- Направляющие для подвижной каретки;
- Дополнительный подвижный стол (на нем установлена каретка пильного узла, электродвигатели и привод пильного узла);
- Пильный узел, который состоит из двух дисковых пил, которые вращаются навстречу друг другу;
- Защитные кожухи.
Как сделать форматно-раскроечный станок
- Изготовление станка начинается со станины. В качестве материала для нее хорошо подходят стальные трубы квадратного или прямоугольного сечения, из которых сваривается пространственная ферма. Габаритные размеры рамы выбираются исходя из того, насколько большие листы вы планируете обрабатывать, вдобавок к этому необходимо учесть вылет направляющих для каретки пильного узла. Сначала закрепляем элементы будущей рамы с помощью струбцин и начерно прихватываем их между собой. После проверки геометрии рамы на параллельность и перпендикулярность её основных несущих частей, они окончательно свариваются между собой.
- В качестве направляющих для подвижной каретки пильного узла можно использовать профиль в виде двутавра или швеллера. Такая форма профиля обеспечивает его достаточную жесткость, а также хорошо подходит в качестве опорной поверхности для качения роликов каретки. Крепление профиля к раме станка производится с помощью болтовых соединений. Для этого, в верхних трубах рамы с той стороны, где будет перемещаться каретка (обычно это слева от оператора) с помощью сверла выполняется ряд отверстий на равном расстоянии друг от друга. Необходимо тщательно разметить отверстия, так как от этого во многом зависит точность установки направляющих. Кроме этого, желательно проверить кривизну профиля в вертикальной плоскости, так как от этого будет зависеть, насколько ровным будет пропил в обрабатываемом материале.
- Неподвижный стол служит опорой для листовой заготовки, которая обрабатывается на данном станке. Его можно изготовить из любого материала, который обладает толщиной 10…15 мм и имеет ровную гладкую поверхность (например, ламинированное ДСП или толстая фанера). На краю стола при помощи винтов будут закреплены кронштейны для прижима заготовки, измерительная линейка, а также подвижный упор.
- Подвижная каретка является одним из самых ответственных узлов форматно-раскроечного станка. Именно она при помощи опорных роликов передвигается на направляющих и служит основой для закрепления электродвигателей привода дисковых пил. Перемещение каретки осуществляется либо вручную, либо с помощью тросового привода и дополнительного мотора. В нашем случае каретка изготавливается методом сварки из квадратных труб и листового металла толщиной 5…10 мм, что обеспечивает ей хорошую жесткость. Опорные ролики вытачиваются из стали или прочного капрона. По внешнему виду каретка напоминает собой прямоугольный короб, к нижней части которого при помощи болтов закреплены два электродвигателя мощностью 3-3,5 кВт, а сверху расположен пильный узел.
- Вращение дисковых пил осуществляется с помощью ременной передачи, один шкив которой закреплен на валу электродвигателя, а второй жестко соединен с валом, на котором сидит посадочный фланец для пилы. В качестве заготовки для этого узла можно взять пильный блок с любой подходящей по размерам заводской циркулярной пилы. Там все детали уже подогнаны по размерам и просчитаны на прочность. Аналогичным образом обеспечивается вращение в обратном направлении второй дисковой пилы, расположенной впереди основного инструмента на небольшом расстоянии. Эта пила нужна нам для того, чтобы обеспечить ровный пропил без сколов на обрабатываемом материале. Передаточное отношение шкивов подбирается таким образом, чтобы обеспечить частоту вращения пил в диапазоне 4-6 тысяч оборотов в минуту.
- Механизм регулировки положения пильного узла по высоте представляет собой четыре болта с широкими шайбами, которые перемещаются по продольным пропилам в боковых стойках каретки. Изменение высоты положения пильного узла производится путем ослабления затяжки болтов и перемещения его на необходимое расстояние вверх или вниз по пазам.
- Прижим и упор для листов обрабатываемого материала делаются из кусков уголка размером 50х50 мм. Нижняя часть уголка оклеивается плотной резиной или войлоком для того, чтобы прижим не портил поверхность обрабатываемого материала. Прижим листа осуществляется специальной лапкой путем поворота эксцентрика с приводом от рычага, который вручную перемещается оператором.
- В качестве измерительной шкалы для упора используем готовую линейку от списанного металлорежущего станка или ленту из рулетки. Фиксация упора осуществляется либо эксцентриком (по аналогии с прижимом листа), либо винтом с крупным шагом резьбы, наподобие того, что используется на ручных мясорубках.
- По требованиям техники безопасности все подвижные части станка в обязательном порядке закрываются съемными экранами из листовой стали, а пильный узел располагается на расстоянии от того места, где стоит оператор.


Форматно-раскроечные станки – это один из основных видов необходимого оборудования для изготовления мебели. Раскрой плит ДСП, ДВП и МДФ и других листовых материалов производится с помощью форматно-раскроечных станков.
Одно из основных свойств форматников – точность распила, так как этот параметр оказывает большое влияние на качество изготовляемой мебели.
Без форматно-раскроечного станка в мебельном производстве делать нечего, но не у всех есть возможность начать бизнес с покупки хорошего оборудования. И тут на помощь приходит бесценный опыт товарищей-мебельщиков, которые с удовольствием делятся своими наработками на форуме мебельщиков .
Рассмотрим изобретение пользователя DokaLe, это НЕ первый его форматник, потому в данном варианте учтен опыт предыдущей работы над станком. Станок обеспечивает достаточно высокую точность раскроя, 0.1 мм при прямолинейной обработке по длине 2750мм, что является отличным показателем для самодельного оборудования. Сам станок занимает места меньше чем «заводские» образцы, длина станка составляет 4,5 метра и умещается в гараже размерами от стены до стены 6м, в то время когда для размещения «заводского» станка необходимо порядка 7 м. что является причиной поиска помещений с более высокой арендной платой.
Пильный узел с коробом для сбора опилок. Обратите внимание, что диски крутятся «друг на друга».
Пульт управления.
Линейка, с ограничительным прижимом.
Прижимы.
Станина.
Посмотрите видео ролик о работе данного станка:
Перед тем как продолжить расссказ про данный станок, хочу показать, как выглядел предыдущий вариант. Он был очень прост в изготовлении и имеет низкую себестоимость. Проработал 10 лет.На станке стоят дешевые китайские диски АТАКА, но пилят они почти без сколов. Каретка перемещается с помощью 12 подшипниковых колес от болгарского накопителя на магнитных носителях. На каждый пильный диск был установлен отдельный двигатель.
Станина.

Перемещение каретки.

Вал с ременной передачей.
Итак, вернемся к новой модели. Станок позволяет обрабатывать детали с длиной пропила 2770мм, при длине стандартного листа 2750мм. Если необходимо распилить лист длиной 3500 мм. тогда потребуется его предварительно распилить на две части.
На станке предусмотрен расклинивающий нож, и это не случайно.
При обкатке нового станка отлетел обрезок (100х100мм) по ходу основной пилы. После экспериментов стало понятно, что обрезок подкидывает задним фронтом основной пилы и выкидывает вперед на подающего материал. (на видео есть момент без расклинивающего ножа и корпуса), после чего поставили нож. Это единственная его функция при данной конструкции станка.
Дело в том, что листы ЛДСП имеют внутреннее напряжение. Особенно это заметно на залежалых деталях или отсыревшем материале. Такой материал после пропила основным диском, начинает сжимать пропиленную щель. Если лист большой, то обратным ходом диска может поколоть лицевую сторону матераила. Если деталька маленькая, то ее может подбросить вверх. Поэтому расклинивающий нож необходим. Толщина ножа должна быть не меньше ширины диска, тоесть примерно 4 мм.
Рассмотрим более подробно из чего состоит станок и основные характеристики:
— двигатель основного вала – АИРЕ 80, 220В, 2800 об/мин, 2,2 кВт;
— двигатель подрезного узла – АИРЕ 71, 220В, 2800 об/мин, 1,1 кВт;
— ступенчатая скорость каретки обеспечивается двигателем постоянного напряжения 36В;
— редуктор червячный самый маленький из серии, 28-й, итальянского производства, оказался дешевле российского аналога почему-то.
На редукторе два шкива с двух сторон, каретка передвигается при помощи двух трехмиллиметровых тросиков в оплетке. На основном валу получаем скорость вращения 3500 об/мин, установлен клиновой ремень. Для подрезки получается более скоростной выход — 5800 об/мин, установлен поликлиновой ремень на 8 ручьев.
Основная пила имеет подъем 0-52мм, подрезная 0-4мм. Наклона пилы под углом нет. В качестве направляющих выступает калиброванный прут 25мм длиной 4,2 метра.
Каретка сделана из 30мм текстолита, размер 750х500мм. Все 8 роликов каретки каленые, по два подшипника в каждом. Стоят они парами под различными углами наклона, потому касание роликов с направляющей происходит в разных точках, это уменьшает износ направляющих, не дает накатывать канавку. С обеих сторон направляющей установлены конечные выключатели. На обратном ходу установлен дублирующий резервный конечник, на случай выхода из строя основного, а для индикации неисправности основного конечника установлена световая сигнализация.
Для цепи управления станком в силовой шкаф установили стабилизатор Ресанта 500Вт.
Столы изготовлены из МДФ толщиной 21мм и 32 (16+16)мм.
В качестве прижимов используются обычные мебельные газ-лифты на 5 килограмм.
Джойстик используется самодельный, трещетку взяли из автомобильного набора головок.
Везде использовались закрытые с обеих сторон малошумящие немецкие подшипники.
Габаритные размеры станка – 4500х2800мм.
Настройка станка производилась прибором (в быту называют цешкой) на замыкание с помощью двух натянутых струн. Настройка подрезки под основную пилу производилась с помощью прокладочных колец.
Процесс настройки происходит следующим образом.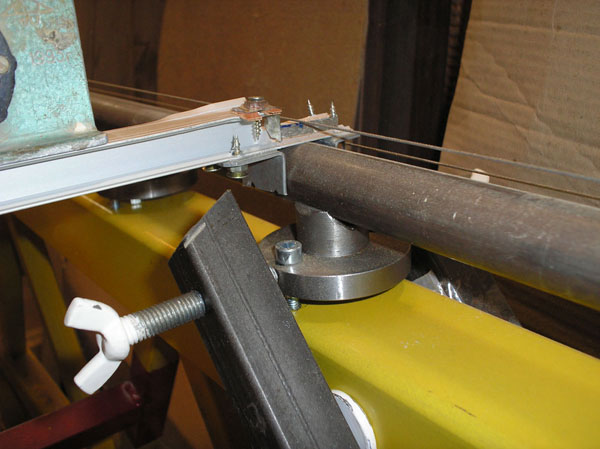





Натягиваем два тросика 1мм сбоку и сверху. На направляющей устанавливается специальное приспособление с двумя пластинками, которые стоят в вертикальной и горизонтальной плоскости. Ее поверхности касаются с тросиком (на фото видно намеченные места касания). К тросикам подключен первый вывод «цешки», а к направляющей второй, установлен режим «ОМ». Направляющая и тросики изолированы (нет гальванической связки). Между верхним тросом и верхней пластинкой вставляем лист бумаги, внизу к профилю прикручивается струбцина (см. фото), у нее есть два болта. Настраиваем на касание с тросом (смотрим по прибору). После этого убираем бумагу и вставляем между боковым тросом и боковой пластиной (у автора штырь). С помощью болтов настраивается высота на замыкание (видно по прибору). Процедура повторяется отдельно с каждым узлом, в авторском варианте по 25 на каждой направляющей.
Ниже представлены рисунки каретки и валов, а также чертежи роликов и шарниров.
Также интерес представляет и оригинальная конструкция кабель-каналов из фанеры, за работой которых можно понаблюдать в видеоролике. Как видно, уложенные в них провода и шланги нигде не перегибаются и не придавливаются, что увеличивает износостойкость и продляет жизнь станку.


Направляющие, сделанные из стали повышенной прочности 40Х, калибруются в специальных цехах методом волочения (разг. Протаскивания) через отверстие определенного диаметра, такие предприятия есть в любом среднем городе.
Регулировка плоскости стола относительно направляющей осуществляется следующим образом:
К столу под углом 90° клеится упор.
Выравниваем стол параллельно ходу каретки (на глаз). Стол прикручиваем одним саморезом к основанию станка. Берем прямоугольный кусок ЛДСП 600х600 мм. Поочередно срезаем с каждого края по 3мм (при этом деталь вращается строго по часовой стрелке 4 раза). После этого пятый раз поворачиваем деталь по часовой стрелке и делаем срез 15мм, берем этот отрезок, ставим на ребро и ломаем посередине. Полученные две части складываем вместе.
Если куски не совпали – начинаем двигать столешню в нужную сторону и повторяем процедуру с пилением ламината до получения идеального результата – точного совпадения высоты двух частей. Когда нужный результат достигнут – прикручиваем намертво столешню.
При работе со станком следует учесть следующие моменты:
Если не отвести каретку назад и положить деталь на стол – каретка будет возвращаться в автоматическом режиме не зависимо от того держит ли рабочий джойстик или нет. При этом она врежется в деталь рассекателем, если рабочий не успеет нажать красную кнопку аварийной остановки. Ничего страшного не произойдет, максимум испортится деталь, но в принципе при небольшой доработке эта проблема решаема.
Если нужно отпилить угол с детали немного неудобно целиться, но это легко решается установкой лазерной полосы там где движется пила.
Максимальная длина детали которую можно прогнать 2800мм, это следует учитывать.
А так получается очень надежный, удобный и компактный форматный станок для небольшого производства. Сейчас один из пользователей, dabasov, успешно повторяет опыт автора и собирает такой же аппарат для своего строящегося цеха.
Наблюдать за темой можно на форуме.
Не забудьте поблагадарить автора концепта, за предоставленную информацию. Отдельное спасибо пользователю DokaLe от «Блога интересных идей».
Форматно-раскроечный станок – это основной вид оборудования, который применяют при изготовлении мебели.
Станки осуществляют раскрой ДСП, ЛДСП, МДФ и ДВП. Основное их свойство – точность распила, от которого зависит качество готовой мебели и создание скошенной кромки.
1 Принцип работы оборудования
Оборудование для работы с древесиной:
- раскроечный станок;
- фрезер для обработки кромки;
- устройство для ламинирования ЛДСП;
- сверлильный станок.
Конструкция станка отвечает за его функциональность – как эффективно будет происходить процесс распиловки. Основные составляющие:
- Станина. Это основа на которой фиксируют все механизмы. Чем устойчивее основание, тем точнее будет разрез. Тяжелые станины исключают любые вибрации и колебания – это залог точного распила.
- Пильный узел (состоит из двух дисков). Подрезной диск небольшого диаметра находится спереди узла и выполняет предварительное подпиливание заготовки. Второй диск предназначен для полной распиловки материала.
- Рабочие столы. На первом неподвижном столе располагается узел. Второй форматный стол, является подвижным, осуществляет подачу материала на диск. Третий стол поддерживает отрезные части и выступает в качестве дополнительной опоры для детали.
- Каретка. Это механизм станка, который позволяет форматному столу передвигаться. Лучше будет использовать алюминиевую каретку. Ее небольшой вес позволит передвигать стол без лишних усилий.
- Упоры и линейки. Элементы расположены на столах и размещают заготовку ДСП в необходимое положение.

Принцип работы станка: для распила ДСП, заготовка устанавливается на левом неподвижном столу до регулируемого упора и отмеряют необходимую длину. Затем приводят в работу пильный узел. Когда диск достиг необходимых оборотов, стол продвигают вперед. Таким образом, заготовка подается на диск, где отпиливается нужный кусок.
Основные настройки станка:
- положение заготовки;
- глубина разреза;
- угол распила.
1.1 Разновидности и особенности станков
Три группы оборудования:
- Легкое. Простой по конструкции и доступный по стоимости станок. У него отсутствуют некоторые дополнительные опции (специальные прижимы, дополнительные упоры и т.д.), и имеет небольшой размер. Устройство рассчитано на нагрузку до 5 часов. Подойдет для мелкосерийного производства.
- Среднее. Стандартное устройство, предназначено для эксплуатации 8-10 часов. Имеет все необходимые элементы (столы, дополнительные опоры, линейки и упоры). Предназначено для применения на производстве.
- Тяжелое. Промышленная модель, которая оснащена новыми технологиями и обладает самой прочной конструкцией. Возможно использование на протяжении 16-20 часов. Это отличный вариант для крупных предприятий.
Дополнительные опции:
- патрубок, который отводит стружку и опилки и подключает систему пылеудаления;
- струбцины для надежного размещения ДСП на столе;
- поворотная линейка и угловые упоры отвечают за осуществление распила под необходимым углом и без разметки;
- рама с упорной ногой чтобы обрабатывать длинные заготовки;
- шариковые и роликовые каретки.
Для выполнения фигурных деталей и пазов используют кромочный станок.

Кромочный фрезер (триммер) применяют:
- для снятия фаски;
- для округления или создания сложного профиля края;
- для формирования желобков вдоль кромки;
- для подгонки шпона;
- для создания рисунка.
Кромочный фрезер можно принять за менее функциональный вариант вертикального фрезера. Но триммер имеет свои достоинства.
Кромочный, он же окантовочный фрезер имеет небольшую мощность (450-720Вт). Компактность и небольшой вес позволяют маневрировать инструментом без особых усилий.
Для ламинирования ДСП применяют специальную сушильную машину.
Во время производства важно равномерно распределить нагрузку, чтобы повысить износостойкость готовой плиты.
Бумагу изготавливают в пропиточных машинах. В этих устройствах проходит процесс ламинирования. Готовую бумагу обрабатывают смолой и получают декоративную пленку, которая под воздействием пресса становится пластикоподобной и подходит для ламинирования своими руками.
Во время ламинирования заготовленную плиту намертво соединяют с бумагой.

Сверлильные станки используют для создания отверстий.
Виды станков:
- горизонтально-сверлильные;
- вертикально-сверлильные;
- одношпиндельные;
- многошпиндельные.
Сверлильно-пазовальный станок. Оснащен шпинделем с патроном, куда вставляют сверло с кареткой. Рукоятка позволяет перемещать шпиндель по оси сверла, а каретка двигается в поперечном направлении. С помощью этого станка можно сверлить продольные пазы. Это возможно благодаря тому, что пазовое сверло имеет боковые кромки.
Для сверления отверстия заготовка крепится на столе с помощью прижима. После фиксации, сверло со шпинделем надвигают на ДСП.
Сверло по дереву (от 10 мм) для дрели должно иметь шестигранный хвостовик, чтобы избежать поворачиваний. Чем тоньше сверло, тем оно будет короче, иначе даже небольшое нажатие может его сломать. 10-ти миллиметровое сверло может иметь длину до 45 см, тогда как 12-ти миллиметровое сверло уже будет 60 см.
Сверло Форстнера пользуется особой популярностью в создании мебели. Оно позволяет сверлить глухие отверстия с плоскими, ровными и гладкими донышками.
2 Форматно-раскроечные станки для обработки ДСП: обзор моделей
Итальянская компания ITALMAC (Omnia-3200BR). На любой раскроечный станок дается один год гарантии. Модель среднего классам может работать 8-10 часов. Отлично подходит для производства мебели. Наличие дополнительных столов и регулировка скорости пилы сделали этот станок универсальным. Подходит для распиловки разного размера ДСП.
Болгарская компания Brassa. Раскроечные устройства подходят для эксплуатации на протяжении целой рабочей смены.
Brassa S315 – предназначен для крупногабаритных заготовок. Идеальный вариант для распила паркета, ДСП, МДФ. Станок оснащен дополнительной металлической опорой, что позволяет обрабатывать крупногабаритные и тяжелые заготовки.
Американская компания HighPoint. Все устройства имеют дополнительные опции и приспособления.

HighPoint STS3200. Представитель «бизнес-класса», предназначен для полной рабочей смены. Устройство позволяет регулировать скорость вращения пильного диска. Благодаря этой функции можно обрабатывать материалы различной твердости. Дается гарантия на каретку (3 года) и на пильный узел (2 года).
Чешская компания PROMA. Гарантия на продукцию 3 года. Тщательная проверка комплектации и работоспособности станков.
PROMA PKS-315F. Оснащен долговечными направляющими, которые выполнены из хромированной стали. На угловом упоре находится градусная шкала, что позволяет производить распилку без предварительной разметки.
2.1 Форматно-раскроечный станок JET — JTSS-3200 (видео)
2.2 Раскроечный станок своими руками
Основной рабочий компонент – это блок рез. В его состав входят два пильных диска, электродвигатель и раструб (подключение к стружкопылесосу). Комплектация станков своими руками предполагает использование заводской модели блока (самодельное оборудование может иметь проблемы в работе).
Компоненты для форматно-раскроечного станка своими руками:
- станина – трубчатая конструкция с регулировочными ножами;
- рабочий стол должен иметь идеально ровную поверхность, без наличия дефектов;
- прижимы;
- каретка (при изготовлении используют двутавровую балку или две трубы круглого сечения);
- защитные кожухи.
Необходимые инструменты:
- сварочный аппарат;
- болгарка;
- электродрель;
- измерительное устройство.
Для начала необходимо изготовить станину (используем трубы с квадратным или круглым сечением).

Обрезаем их согласно схеме и прикрепляем друг к другу струбциной. Затем приступаем к сварке. Чтобы конструкция было более жесткой можно установить профили между ножками станины.
Этапы изготовления станка своими руками:
- Подвижная каретка. Устанавливаем направляющие. Можно использовать балку или две трубы с круглым сечением. Конструкция каретки должна быть снабжена роликами для плавного передвижения.
- Рабочий стол. В основе – стальной лист 3 мм. Рабочую поверхность делаем из листа ДСП.
- Прижимы – рычажные механизмы с относительно большой площадью.
В конце сборки режущий блок подключаем к стружкоотсосу.